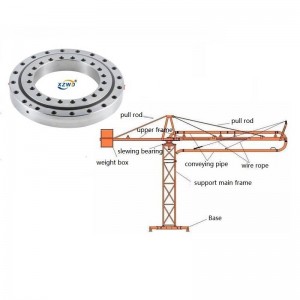
ಬಾಹ್ಯ ಗೇರ್ ಸ್ಲೋವಿಂಗ್ ರಿಂಗ್ನೊಂದಿಗೆ ಹೆವಿ ಡ್ಯೂಟಿ ಟರ್ನ್ಟೇಬಲ್ ಬೇರಿಂಗ್ಗಳು




ಅಂತಿಮ ಮತ್ತು ಆಯಾಸ ಲೋಡ್ಗಳ ಅಡಿಯಲ್ಲಿ ಗೇರ್ಗಳ ಸಂಪರ್ಕ ಮತ್ತು ಬಾಗುವ ಶಕ್ತಿಯನ್ನು ಕ್ರಮವಾಗಿ ISO6336-1:2006, ISO6336-2:2006 ಮತ್ತು ISO6336-3:2006 ಪ್ರಕಾರ ಲೆಕ್ಕಹಾಕಲಾಗಿದೆ ಮತ್ತು ಪರಿಶೀಲಿಸಲಾಗಿದೆ.Sf 1.48 ಮತ್ತು ಗೇರ್ ಮೆಶ್ ಕ್ಲಿಯರೆನ್ಸ್ ಅನ್ನು ರೇಡಿಯಲ್ ರನ್ ಔಟ್ನ ಅತ್ಯುನ್ನತ ಬಿಂದುವಿಗೆ ಹೊಂದಿಸಲಾಗಿದೆಸ್ಲಿವಿಂಗ್ ಬೇರಿಂಗ್ಗೇರ್ ಪಿಚ್ ವೃತ್ತ.ಕನಿಷ್ಠ ಹಲ್ಲಿನ ತೆರವು ಸಾಮಾನ್ಯವಾಗಿ 0.03 ರಿಂದ 0.04x ಮಾಡ್ಯುಲಸ್ ಆಗಿರುತ್ತದೆ ಮತ್ತು ಸಂಪೂರ್ಣ ಸುತ್ತಳತೆಯ ಮೇಲೆ ಪಿನಿಯನ್ ಗೇರ್ಗಳ ಗೇರ್ ಮೆಶ್ ಕ್ಲಿಯರೆನ್ಸ್ ಅನ್ನು ಅಂತಿಮ ಭದ್ರಪಡಿಸಿದ ನಂತರ ಮರು-ಪರಿಶೀಲಿಸಬೇಕಾಗುತ್ತದೆ.ಸ್ಲಿವಿಂಗ್ ಬೇರಿಂಗ್.
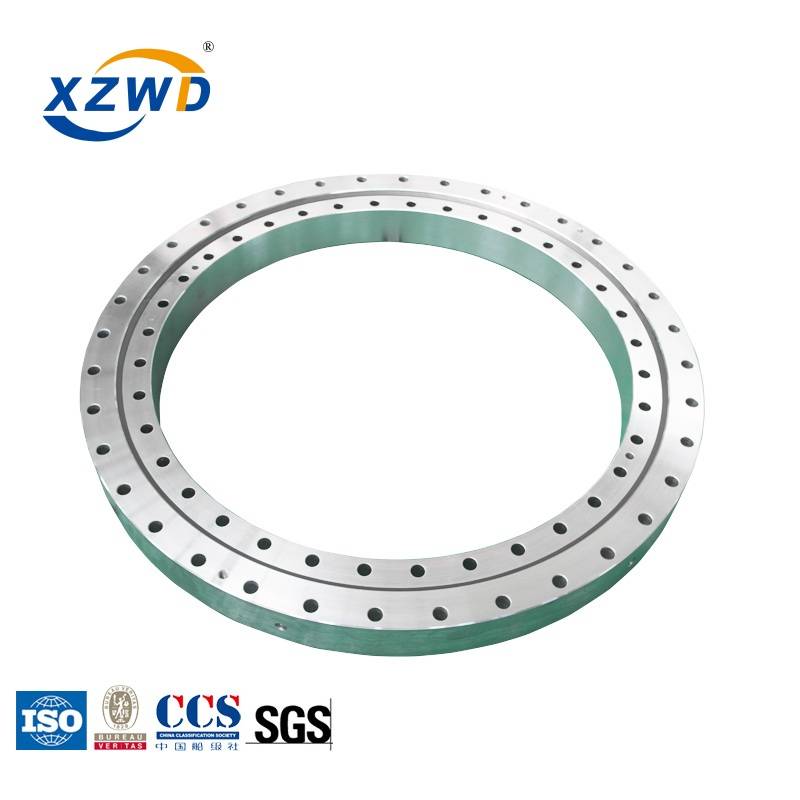
ಏಕ-ಸಾಲಿನ ನಾಲ್ಕು-ಪಾಯಿಂಟ್ ಕಾಂಟ್ಯಾಕ್ಟ್ ಬಾಲ್ ಸ್ಲೀವಿಂಗ್ ರಿಂಗ್ ಆಂತರಿಕ ಬಾಲ್ ಮ್ಯಾಚಿಂಗ್ ನಿಖರತೆ ಮತ್ತು ಆಂತರಿಕ ರೇಸ್ವೇ ಮ್ಯಾಚಿಂಗ್ ನಿಖರತೆ ಹೆಚ್ಚಿಲ್ಲ, ಅಥವಾ ರೇಸ್ವೇ ರೋಲರ್ ಮತ್ತು ಸ್ಪೇಸರ್ ಡಿಕ್ಕಿಯಲ್ಲಿ ಗುಣಮಟ್ಟದ ದೋಷಗಳು ಮತ್ತು ಲೂಬ್ರಿಕೇಟಿಂಗ್ ಎಣ್ಣೆಯ ಕೊರತೆ, ಸ್ಲೀಯಿಂಗ್ ರಿಂಗ್ನ ಸುಗಮ ಕಾರ್ಯಾಚರಣೆಯ ಮೇಲೆ ನೇರವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಮತ್ತು ಶಬ್ದ, ಆದ್ದರಿಂದ ಸ್ಲೋವಿಂಗ್ ರಿಂಗ್ ದೋಷಗಳನ್ನು ಪರಿಶೀಲಿಸುವಾಗ, ಕೆಲವೊಮ್ಮೆ ವೈಫಲ್ಯದ ಆವರ್ತನವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಚೆಂಡನ್ನು ಬದಲಿಸುವ ಮೂಲಕ.
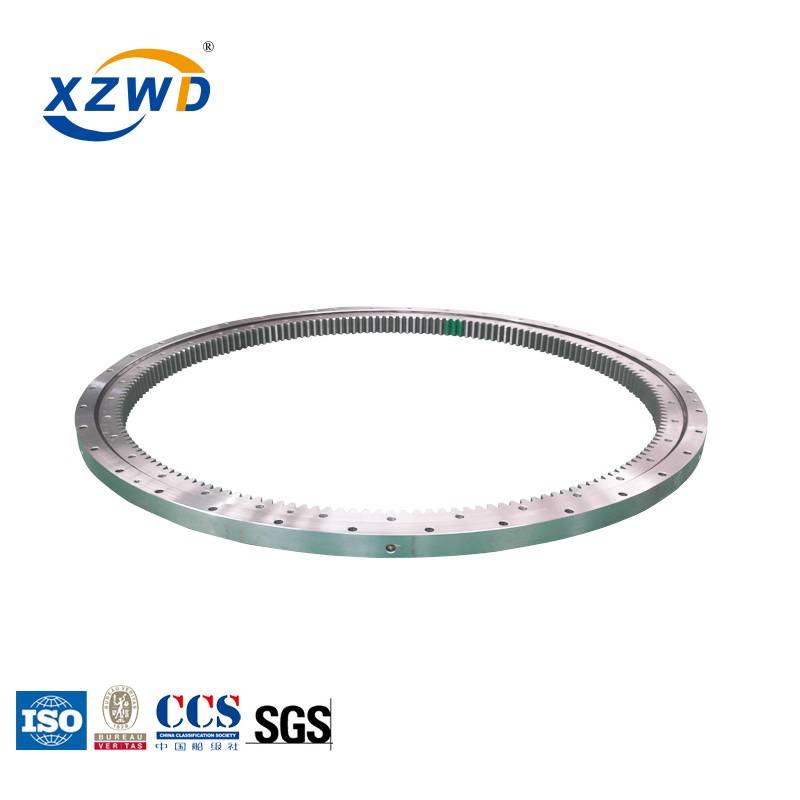
ಸುದೀರ್ಘ ಕೆಲಸದ ಸಮಯದ ನಂತರ ಲೋಡ್ ಅಡಿಯಲ್ಲಿ ಗೇರ್ ಕಾರಣ, ಪಿಚ್ ಲೈನ್ ಬಳಿ ಲೋಹದ ಒಂದು ಸಣ್ಣ ತುಂಡು ಅಥವಾ ಲೋಹದ ಸ್ಟ್ರಿಪ್ ಇರುತ್ತದೆ, ಪಿಟ್ಟಿಂಗ್ ಅಥವಾ ಲೋಹದ ಚಿಪ್ಗಳನ್ನು ಕಡಿಯುವುದು, ಪಿಟ್ಟಿಂಗ್ ಅಥವಾ ಹಲ್ಲುಗಳ ರಚನೆ.ಸ್ಲಿವಿಂಗ್ ಬೇರಿಂಗ್ ಹಲ್ಲಿನ ಮೇಲ್ಮೈಯು ಕೆಲಸದ ಸಮಯದ ಹೆಚ್ಚಳ ಮತ್ತು ವಿಸ್ತರಿಸುವುದರಿಂದ ಸ್ಲೀಯಿಂಗ್ ಬೇರಿಂಗ್ ಮೆಶ್ ಹಲ್ಲಿನ ಹಾನಿ, ಟವರ್ ಕ್ರೇನ್ ರೋಟರಿ ಶಬ್ದ ಮತ್ತು ಪ್ರಭಾವ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಲೋಹದ ಕಣಗಳ ಕೆಳಗೆ ಪ್ರಭಾವದ ಚಕ್ರ ಮತ್ತು ಸ್ಲೀಯಿಂಗ್ ರಿಂಗ್ ಟೂತ್ ಮೇಲ್ಮೈಯ ಉಡುಗೆಯನ್ನು ವೇಗಗೊಳಿಸುತ್ತದೆ, ಕೆಟ್ಟ ಚಕ್ರವನ್ನು ರೂಪಿಸುತ್ತದೆ.ಇದರ ಜೊತೆಯಲ್ಲಿ, ಸ್ಲೀವಿಂಗ್ ರಿಂಗ್ ಯಾಂತ್ರಿಕತೆಯಲ್ಲಿ ಸ್ಟಾರ್ಟರ್ ಮೋಟಾರ್ನ ತಯಾರಿಕೆ ಮತ್ತು ಜೋಡಣೆಯು ಇಂಪ್ಯಾಕ್ಟ್ ಜಿಟರ್ ಅನ್ನು ಉತ್ಪಾದಿಸಲು ತನ್ನದೇ ಆದ ದೋಷಗಳನ್ನು ಹೊಂದಿದೆ, ಮತ್ತು ಸ್ಲೀಯಿಂಗ್ ಬೇರಿಂಗ್ನೊಂದಿಗೆ ಡ್ರೈವ್ ವೀಲ್ನ ನಿಶ್ಚಿತಾರ್ಥದ ಪ್ರಕ್ರಿಯೆಯು ಅಸ್ಥಿರವಾಗಿರುತ್ತದೆ, ಇದು ಕಂಪನ ಮತ್ತು ಪ್ರತಿಧ್ವನಿ ಶಬ್ದದ ಆವರ್ತನವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಡೆಸಿಬಲ್ಗಳು.

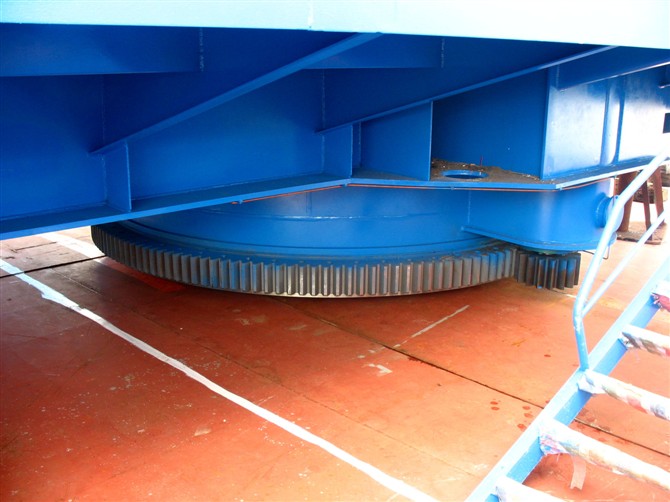
ವೆಲ್ಡ್ ಗುಣಮಟ್ಟವು ಪ್ರಮಾಣಿತವಾಗಿಲ್ಲದಿದ್ದರೆ, ವೆಲ್ಡ್ ದೋಷವನ್ನು ಪುನರ್ನಿರ್ಮಾಣ ಮತ್ತು ಪುನಃ ವೆಲ್ಡಿಂಗ್ ಮಾಡಬೇಕಾಗುತ್ತದೆ.ರಿಪೇರಿಯಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ರಿಪೇರಿಯು ಹೊಸ ವೆಲ್ಡಿಂಗ್ ಒತ್ತಡವನ್ನು ಉಂಟುಮಾಡುವುದಿಲ್ಲ ಮತ್ತು ಯಂತ್ರದ ಆರೋಹಿಸುವಾಗ ಮೇಲ್ಮೈಯ ಚಪ್ಪಟೆತನವು ಸಹ ಹೆಚ್ಚಿನ ಪರಿಣಾಮವನ್ನು ಬೀರುತ್ತದೆ, ಅದೇ ಸಮಯದಲ್ಲಿ ಆಂತರಿಕ ರೋಲಿಂಗ್ ಬಾಡಿ ಮತ್ತು ಸ್ಲೋವಿಂಗ್ ರಿಂಗ್ ರೇಸ್ವೇ ಮೂಲಕ ಸ್ಲೇವಿಂಗ್ ಬೇರಿಂಗ್ನಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುವ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವು ಸಹ ಇರುತ್ತದೆ. ಕೆಲವು ಹಾನಿ ಉಂಟುಮಾಡುತ್ತದೆ.ಹೆಚ್ಚುವರಿಯಾಗಿ, ಉತ್ಪಾದನಾ ಅಸೆಂಬ್ಲಿಯಲ್ಲಿ ಅಸೆಂಬ್ಲಿ ದೋಷಗಳು, ಪಿನ್ ಥ್ರೆಡ್ಡಿಂಗ್ ಮತ್ತು ಬೋಲ್ಟ್ ಪ್ರಿಲೋಡ್ನ ಕ್ಷೇತ್ರ ಸ್ಥಾಪನೆಯು ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸದಿದ್ದರೆ ಅಸಹಜ ಶಬ್ದ ಅಥವಾ ವಟಗುಟ್ಟುವಿಕೆಯನ್ನು ಉಂಟುಮಾಡಬಹುದು.
ಸ್ಲೀವಿಂಗ್ ರಿಂಗ್ ಮುಖ್ಯ ರೂಪಗಳು ಬಾಹ್ಯ ಮತ್ತು ಆಂತರಿಕ ಪ್ರಕಾರಗಳಾಗಿವೆ, ದೊಡ್ಡ ಮತ್ತು ಸಣ್ಣ ಗೇರ್ಗಳು ಕಳಪೆಯಾಗಿ, ಕೆಲವೊಮ್ಮೆ ಬಿಗಿಯಾಗಿ, ಕೆಲವೊಮ್ಮೆ ಸಡಿಲವಾಗಿರುತ್ತವೆ, ಸ್ಲೀವಿಂಗ್ ರಿಂಗ್ ಹಲ್ಲಿನಲ್ಲಿ ಗರಿಷ್ಠ ಸ್ಥಾನವು ಮೆಶಿಂಗ್ ತುಂಬಾ ಬಿಗಿಯಾಗಿ ಶಬ್ದವನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ.ಆದ್ದರಿಂದ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯು ನಿರ್ಣಾಯಕವಾಗಿದೆ.ಸ್ಲೀಯಿಂಗ್ ಬೇರಿಂಗ್ ಕಾರ್ಖಾನೆಯನ್ನು ನಿಷ್ಕ್ರಿಯವಾಗಿ ಬಿಟ್ಟರೆ ಸ್ಟೀಲ್ ಬಾಲ್ ರೋಲಿಂಗ್ ಏಕರೂಪದ ಧ್ವನಿಯನ್ನು ನೀಡುತ್ತದೆ, ಇದು ಸಾಮಾನ್ಯವಾಗಿದೆ.ಮತ್ತೊಂದು ಅಸಹಜವಾಗಿ ದೊಡ್ಡ ರಿಂಗಿಂಗ್ ಜೊತೆಗೆ ಏಕರೂಪದ ಸಾಮಾನ್ಯ ರಿಂಗಿಂಗ್ ಅಸಹಜವಾಗಿದೆ.ವೈಫಲ್ಯಕ್ಕೆ ಹಲವು ಕಾರಣಗಳಿವೆ.
1. ನಮ್ಮ ಉತ್ಪಾದನಾ ಮಾನದಂಡವು ಯಂತ್ರೋಪಕರಣಗಳ ಮಾನದಂಡದ ಪ್ರಕಾರ JB/T2300-2011, ISO 9001:2015 ಮತ್ತು GB/T19001-2008 ರ ಸಮರ್ಥ ಗುಣಮಟ್ಟ ನಿರ್ವಹಣಾ ವ್ಯವಸ್ಥೆಗಳು (QMS) ಅನ್ನು ನಾವು ಕಂಡುಕೊಂಡಿದ್ದೇವೆ.
2. ಹೆಚ್ಚಿನ ನಿಖರತೆ, ವಿಶೇಷ ಉದ್ದೇಶ ಮತ್ತು ಅವಶ್ಯಕತೆಗಳೊಂದಿಗೆ ಕಸ್ಟಮೈಸ್ ಮಾಡಿದ ಸ್ಲೀವಿಂಗ್ ಬೇರಿಂಗ್ನ R &D ಗೆ ನಾವು ನಮ್ಮನ್ನು ಅರ್ಪಿಸಿಕೊಳ್ಳುತ್ತೇವೆ.
3. ಹೇರಳವಾದ ಕಚ್ಚಾ ಸಾಮಗ್ರಿಗಳು ಮತ್ತು ಹೆಚ್ಚಿನ ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯೊಂದಿಗೆ, ಕಂಪನಿಯು ಗ್ರಾಹಕರಿಗೆ ಸಾಧ್ಯವಾದಷ್ಟು ಬೇಗ ಉತ್ಪನ್ನಗಳನ್ನು ಪೂರೈಸುತ್ತದೆ ಮತ್ತು ಗ್ರಾಹಕರಿಗೆ ಉತ್ಪನ್ನಗಳಿಗಾಗಿ ಕಾಯುವ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
4. ನಮ್ಮ ಆಂತರಿಕ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣವು ಉತ್ಪನ್ನದ ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಮೊದಲ ತಪಾಸಣೆ, ಪರಸ್ಪರ ತಪಾಸಣೆ, ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣ ಮತ್ತು ಮಾದರಿ ತಪಾಸಣೆಯನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ.ಕಂಪನಿಯು ಸಂಪೂರ್ಣ ಪರೀಕ್ಷಾ ಸಾಧನ ಮತ್ತು ಸುಧಾರಿತ ಪರೀಕ್ಷಾ ವಿಧಾನವನ್ನು ಹೊಂದಿದೆ.
5. ಬಲವಾದ ಮಾರಾಟದ ನಂತರದ ಸೇವಾ ತಂಡ, ಗ್ರಾಹಕರ ಸಮಸ್ಯೆಗಳನ್ನು ಸಮಯೋಚಿತವಾಗಿ ಪರಿಹರಿಸಿ, ಗ್ರಾಹಕರಿಗೆ ವಿವಿಧ ಸೇವೆಗಳನ್ನು ಒದಗಿಸಲು.